

樹脂について
加工方法別メリット・デメリット
切削加工
| 成形加工
| 3Dプリント加工
| |
初期コスト
| 〇
| ×
| 〇
|
製作コスト
| 〇
| ◎
| 〇
|
最小ロット
| ◎
| ×
| ◎
|
多ロット生産
| 〇
| ◎
| ×
|
精 度
| ◎
| 〇
| △
|
納 期
| △
| 〇
| 〇
|
設計変更
| 〇
| △
| 〇
|
【切削加工】
寸法精度を要求しやすく、小ロット(1個~)から多ロットまで対応が可能。非常に汎用性は高いが、基本的に一製品ごとの製作となる為、納期面・コスト面でやや劣る。
【成型加工】
大量生産を前提としており、その点においては納期面・コスト面で優位。その反面、金型の製作や管理等に別途費用が必要となる為、小ロット生産においてはコストメリットがかなり低い。
【3Dプリント加工】
中空構造や一体構造など他の加工法では難しい形状の製作が可能。しかしながら精度要求や多ロット生産には限界があり、材質も一部に限定される。今後の性能と技術向上に期待。
*タイキ工業調べによる。
樹脂の豆知識
スーパーエンジニアプラスチックとは?
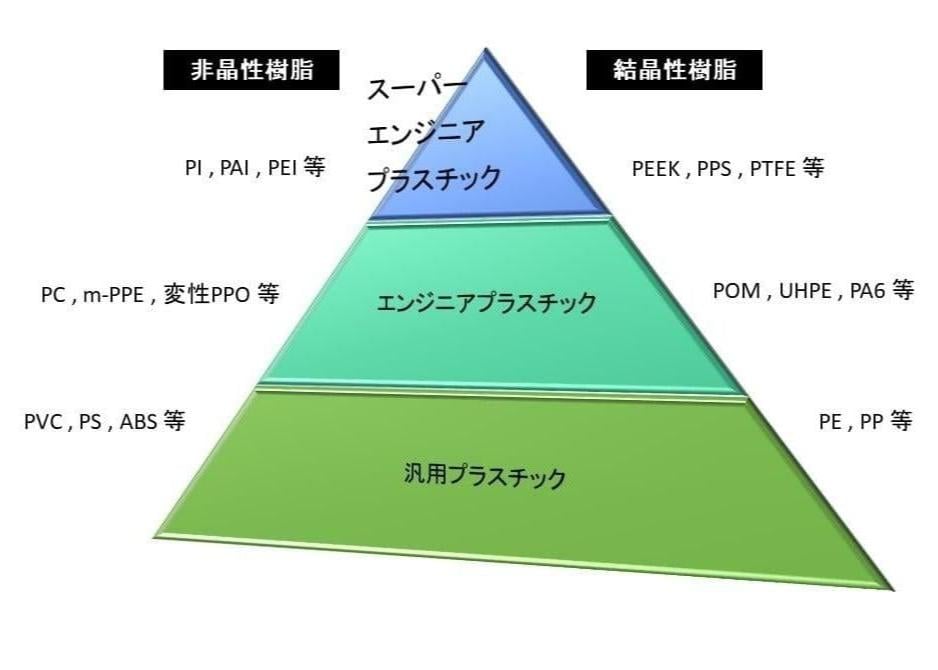
様々な機能を強化した合成樹脂の総称をエンジニアプラスチック(以下、エンプラ)と言います。
1980年代以降、金属の代替品としてのニーズが高まり、耐熱性・難燃性が要求されるようになり次々と各種エンプラが開発されるようになりました。
その中でも極めて性能性の高いエンプラを総じて”スーパーエンプラ”と呼ぶようになりました。
明確な定義はありませんが、通常のエンプラは100℃以上の耐熱性を持つのに対し、スーパーエンプラは約150℃以上の耐熱性を持ちその性能の高さから使用用途が大きく広がったとされています。
もちろんタイキ工業では、これらのスーパーエンプラ、その他エンプラの加工にも対応できます。
結晶性樹脂と非晶性樹脂
熱可塑性樹脂は、その分子構造により「結晶性樹脂」と「非晶性樹脂」に分類されます。 結晶性樹脂は分子鎖が規則正しく配列された結晶を持っており、一般的に機械的強度が高く、耐薬品性にも優れているとされています。 それに対して非晶性樹脂は分子鎖がランダム構造で結晶を持たず、成形収縮率が小さく、透明になりやすいのが特徴です。
●主な結晶性樹脂:PE、PP、POM、PEEK等
●主な非晶性樹脂:PVC、PC、ABS、PEI等
樹脂とプラスチックは同じもの?
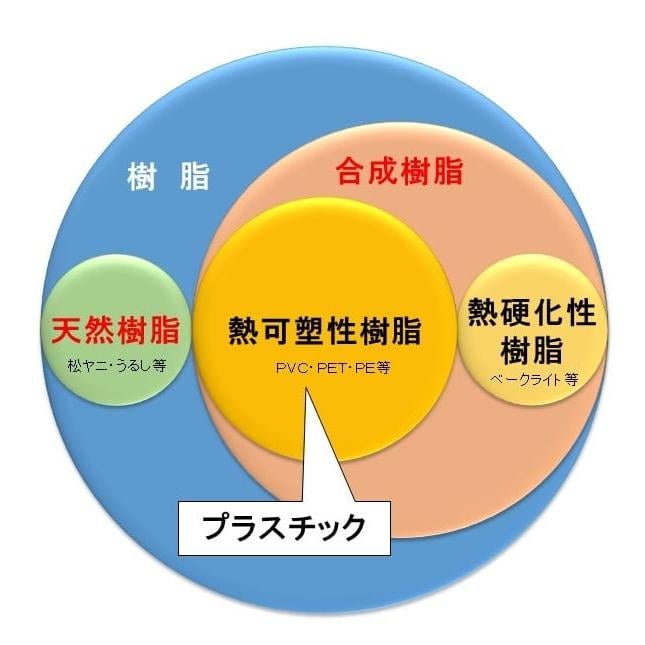
”樹脂”の意味を辞書で調べると「木のヤニ」等となり一方、”プラスチック”の和訳は「可塑物、可塑性物質」等となっています。このことからも解るように、樹脂とは本来、自然由来の”天然樹脂”のことを指すものであったと考えられます。しかしこの天然樹脂は量も少なく、高価である為、それに代わるものとして石油由来の”合成樹脂”が作られました。現在、市場に流通する樹脂の大半が合成樹脂であり、またそのほとんどが熱可塑性樹脂であることから一般的に「樹脂=プラスチック」となり、総称として使用されるようになったと考えられます。
樹脂が寸法変化を起こす三大要素
①【気温・温度による寸法変化】
一般的に樹脂の熱膨張率は金属に比べ大きく、温度による寸法変化が発生しやすくなります。
また素材により、その膨張率も大きく異なります。
②【内部応力による寸法変化】
樹脂の性質上、製品はもとより素材にも内部応力(歪み)が存在します。加工形状によっては、加工を行った際にその内部応力が解放され、寸法変化が発生することがあります。
③【吸水による寸法変化】
樹脂には素材により、吸水率がほぼ0(無視できる)のものから空気中の湿気や水分を吸収し、寸法変化が発生するものもあります。吸水率の高い素材としては、ナイロン樹脂等が代表とされます。
タイキ工業では、これらの樹脂特性を考慮し寸法変化を最小限に抑えた独自の工法で加工を行わせていただきます。
アイゾット衝撃値とは?
アイゾット衝撃値とは、樹脂等の耐衝撃性(衝撃強度)を示す数値のことで、単位はJ/mで表します。
この数値が大きければ大きいほど、その樹脂は耐衝撃性に優れているということになります。
またこの数値は、アイゾット衝撃試験等の試験方法を用いて計測します。
アイゾット衝撃試験とは、ノッチ(切り込み)を入れた樹脂等の試験片の一端を固定し、振り子型の
ハンマーで衝撃を与えた時の物体の吸収エネルギーを計測します。
例えば、一般的な塩化ビニール樹脂(硬質)のアイゾット衝撃値が19J/mであるのに対し、樹脂中で
耐衝撃性が優れているとされるPC樹脂は637~843J/mになるとされています。
※当サイトの掲載内容についての注意点。
当サイトの掲載内容は、皆様に分かりやすく情報提供を行う目的で、一部の情報を抜粋または簡略化し参考資料として掲載しております。
正確な情報の提供には努めておりますが、掲載された内容及び数値等を弊社が保証するものではございません。